









30+
Years OF WATERJET EXPERIENCE
40+
waterjet accessories
100+
million waterjet combinations
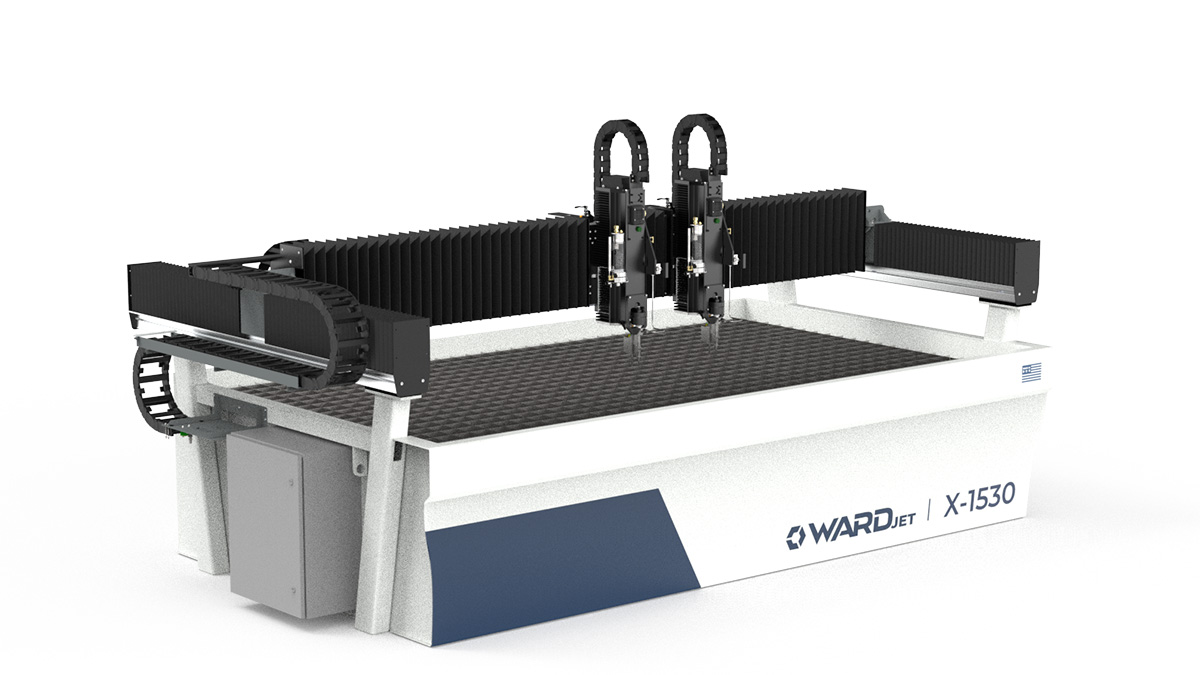
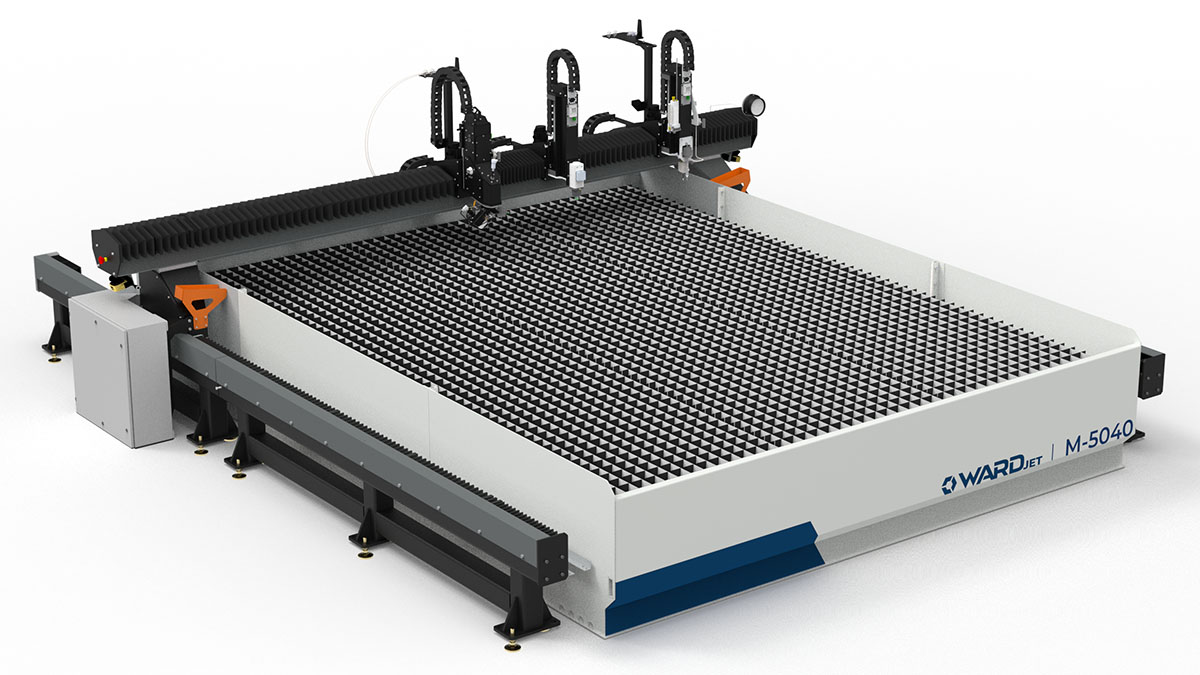
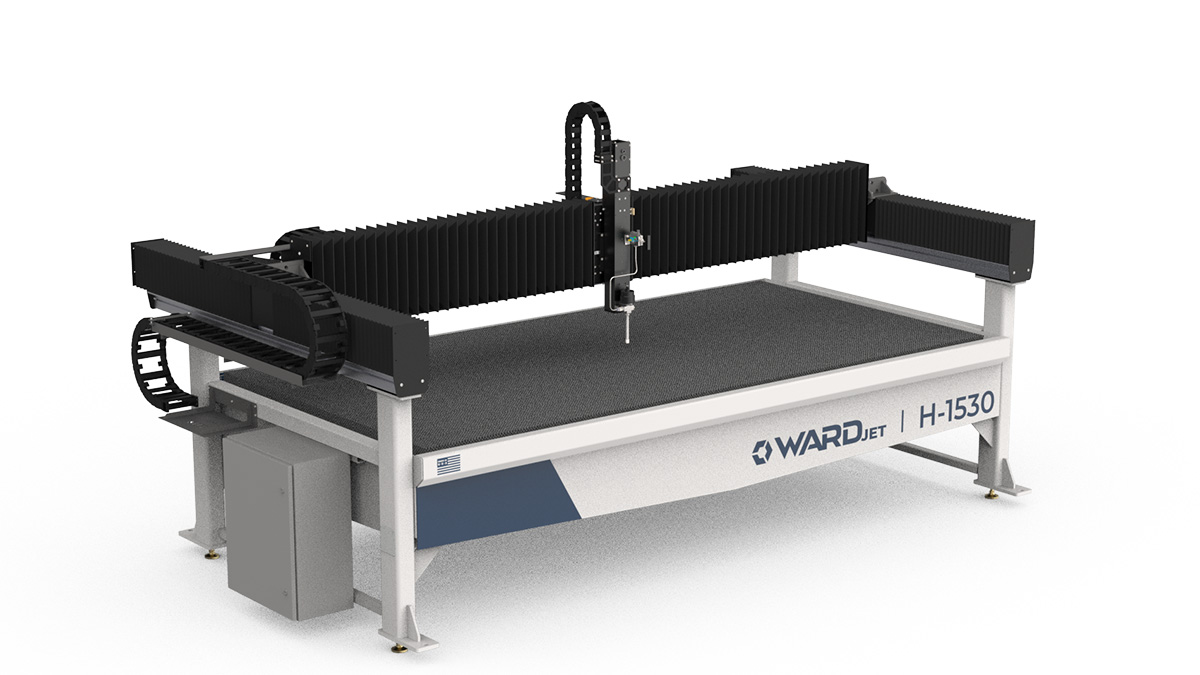
Products We Sell
Our modular products can be tailored to fit your needs and provide a perfect solution to your challenges.
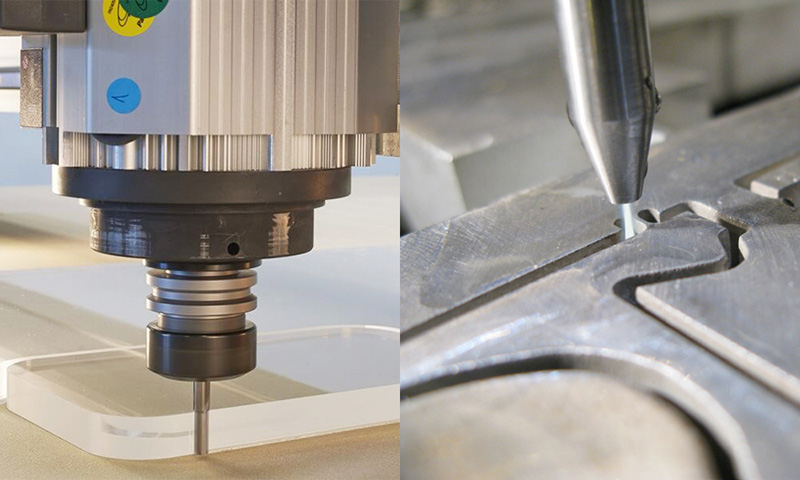
Abrasive Systems

Water Only Systems
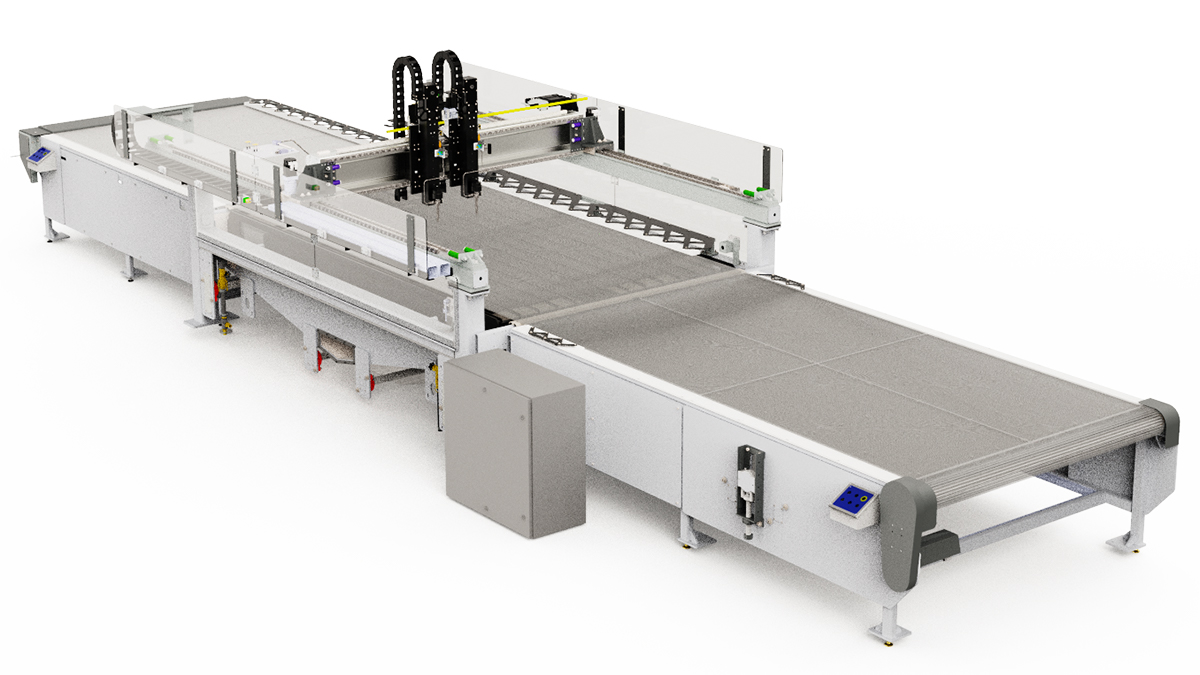
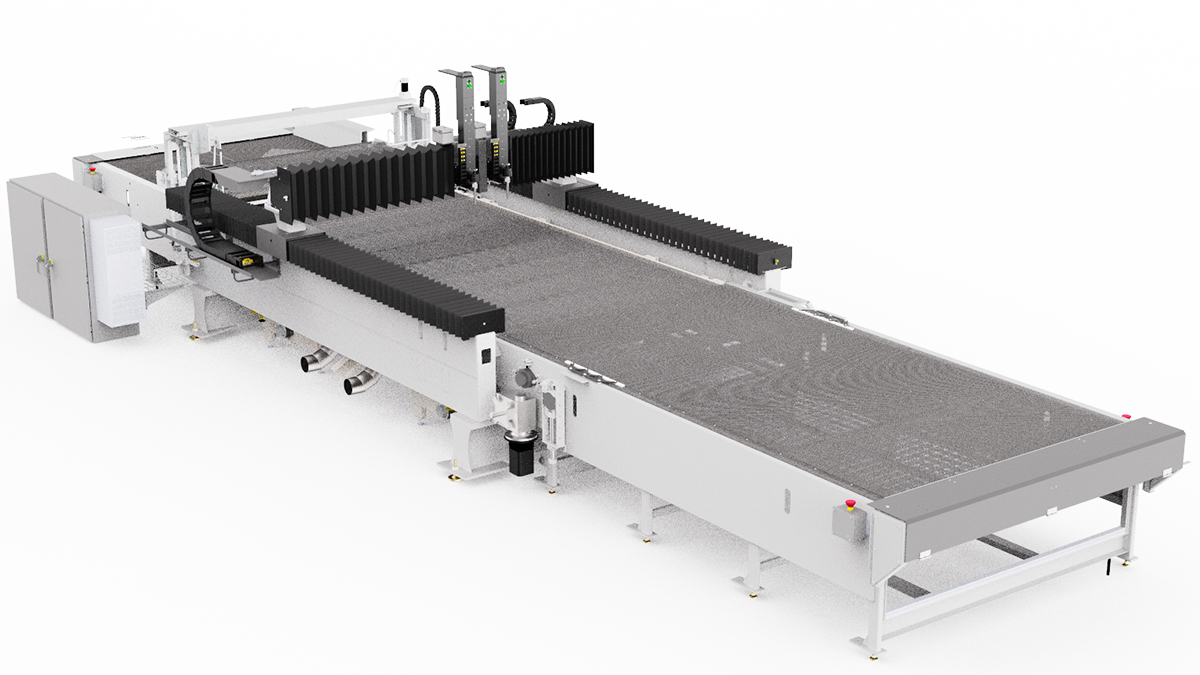
Custom Waterjets
Our Companies
WARDJet is part of AAG Tailored Cutting Solutions. We are global leaders in modular CNC technology with a vast technical support network.
Partnerships



Product Brochures
Get a copy of WARDJET's latest product brochure. Learn all about our extensive range of WARDJet CNC waterjets. Choose between our 6 big series - A-Series, X-Series, M-Series, H-Series, J-Series, and L-Series.